Раздел 1. Актуальность
В настоящее время эндовазальная лазерная коагуляция варикозных вен (ЭВЛК) является современным и эффективным методом лечения варикоза. В состав медицинских приборов для лазерной коагуляции варикозных вен входит волоконный инструмент (световод) с радиальным выходом излучения (рис 1), через который излучение непосредственно воздействует на биоткань. От конфигурации и качества обработки этого инструмента зависит эффективность и безопасность лечения.
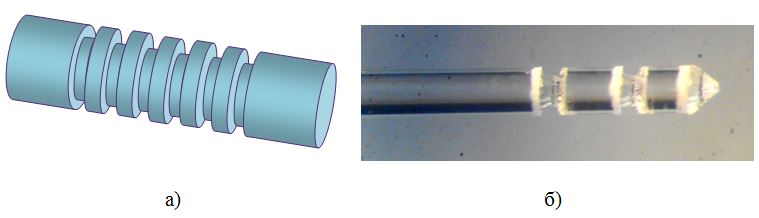
Рис.1 Возможный рельеф световодного волокна: а) – модель заготовки, б) увеличенное изображение обработанной заготовки
Для обработки лазерным излучением световод устанавливается в кулачковом патроне специального токарного станка. Процесс установки включает базирование и закрепление. Фактическое положение установленной заготовки отличается от требуемого на некоторую величину отклонения — погрешность установки:
\begin{eqnarray}
\triangle\varepsilon_y &=& f(\triangle\varepsilon_б, \triangle\varepsilon_з),
\end{eqnarray}
—
 – погрешность базирования, мм;
– погрешность базирования, мм;—
– погрешность закрепления, мм.В процессе массового производства обрабатываемый световод устанавливается без выверки положения. В общем случае геометрическая ось световода не совпадает с осью вращения патрона, что приводит в процессе вращения заготовки к биению L.
Экспериментальные данные по замерам биения при закреплении различных диаметров обрабатываемых световодов показали, что её величина может достигать 250 мкм, что не позволяет проводить обработку световода лазерным излучением с достаточной для практического применения точностью. Устранение биения производимое регулировкой кулачков патрона не приемлемо из-за высокой трудоёмкости, времязатратности и значительной субъективной оценки человека – оператора станка в достаточности устранения биения. Поэтому ставится актуальная задача: разработать принцип, обеспечивающий компенсацию биения в процессе обработки световода.
Раздел 2. Описание установки
Станок для лазерной обработки световода представляет собой моторизированный стол, обеспечивающий перемещение световода в трёх продольных осях Х, Y, K и вращение в осях E и W (рис.2).
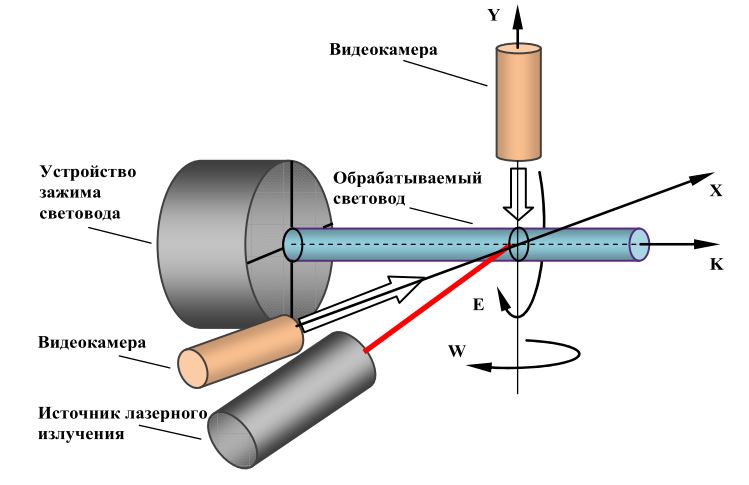
Рис. 2 – Поясняющий рисунок схемы установки
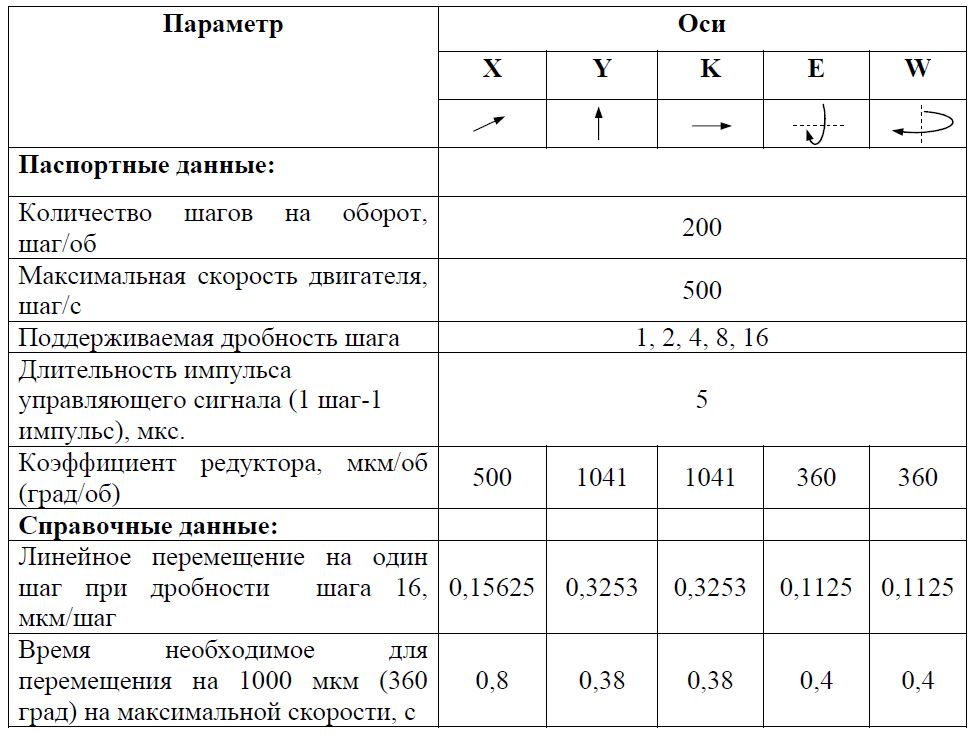
Перемещение по осям Х, Y, K обеспечивает пара мотор-редуктор, по осям E и W — мотор. Мотор представляет собой шаговый двигатель под управлением локального контроллера – драйвера (Toshiba TB6600HG). Входными сигналами драйвера служат два сигнала TTL уровня обеспечивающие задание направления и скорости вращения шагового двигателя. Скорость вращения задаётся частотой следования прямоугольных импульсов. Выходной вал двигателя каждой из осей X, Y, K жёстко связан с редуктором, который обеспечивает изменение вращательного типа движения на входе в поступательное на его выходе. Перемещение по осям X, Y, K ограничено с двух сторон концевыми датчиками. Система управления положением по каждой оси является разомкнутой. Технические параметры приводов осей представлены в табл. 1.
Табл. 1 — Технические параметры приводов осей
Объект обработки – световод диаметром от 330 мкм, который закрепляется в зажимном устройстве – патроне (рис.2). Патрон обеспечивает крепление и вращение световода.
Инструмент обработки – CO2 лазер с длинной волны 11 мкм.
Раздел 3. Компенсация биения
3.1 Постановка задачи
При зажатии заготовки — световода в патроне станка его центр
 получает смещение – L относительно центра патрона – точка
получает смещение – L относительно центра патрона – точка  (центр системы координат). Это смещение имеет различное значение для каждого закрепления световода. При вращении рис.4а центр световода описывает окружность радиуса L – величина биения. Ставится задача уменьшения величины биения.
(центр системы координат). Это смещение имеет различное значение для каждого закрепления световода. При вращении рис.4а центр световода описывает окружность радиуса L – величина биения. Ставится задача уменьшения величины биения.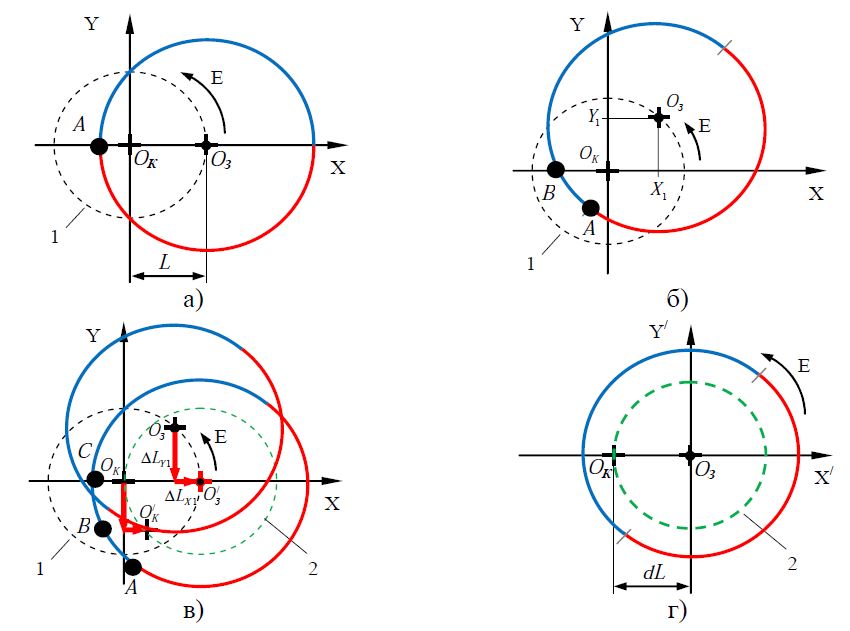
Рис. 4 – Относительное расположение оси патрона и закреплённого световода при вращении: a) величина биения при закреплении образца в патроне станка; б) поворот патрона на 45 градусов за один шаг двигателя; в) внесение корректирующих поправок в положение оси патрона; г) движение оси патрона относительно неподвижной оси световода при компенсации на каждый шаг двигателя.
3.2 Принцип предлагаемого решения
Рассмотрим перемещения световода в плоскости
 при его вращении относительно оси патрона – точка .
при его вращении относительно оси патрона – точка . Пусть в начальный момент времени ось заготовки — точка
находится на оси X и имеет координаты (L, 0) и лазерный луч попадает на поверхность световода в точке A (рис. 4a).Для наглядности выполним поворот патрона на угол
 за один шаг двигателя (рис.4б). При этом:
за один шаг двигателя (рис.4б). При этом:— точка
получает координаты  ;
;— проекции величины биения L на оси Х и Y примут значения
 ,
,  ;
;— лазерный луч переместится по поверхности световода в точку B.
При выполненном повороте световода для компенсации величины биения потребуем возвращение координат точки
в исходное положение с координатами (L, 0). Для этого необходимо внести корректирующие поправки в положение точки патрона по осям X и Y рис.4в на величину проекций  ,
,  . Данные корректирующие поправки выполняются за счёт шаговых двигателей осей Х, Y. При этом точка вновь будет имеет первоначальные координаты (L, 0), а лазерный луч будет попадать в точку С поверхности световода.
. Данные корректирующие поправки выполняются за счёт шаговых двигателей осей Х, Y. При этом точка вновь будет имеет первоначальные координаты (L, 0), а лазерный луч будет попадать в точку С поверхности световода.При последующем вращении потребуются новые корректирующие перемещения оси патрона. При этом точка
оси патрона будет перемещаться по окружности 2 (рис.4г). Величина радиуса окружности 2 равна величине биения L. При таком решении поставленной задачи ось световода находится в относительной неподвижности относительно своей оси, а ось патрона перемещается по окружности, поэтому будем рассматривать вращение световода в плоскости  относительно точки , переместив для этого систему координат (рис.4г).
относительно точки , переместив для этого систему координат (рис.4г). 3.3 Математическое обоснование предлагаемого решения
Рассмотренный принцип компенсации биения предполагает наличие известных величин корректирующих перемещений
 ,
,  (приращений биения) патрона на каждом (i+1) шаге шагового двигателя при вращении световода. Для их определения рассмотрим рис.5.
(приращений биения) патрона на каждом (i+1) шаге шагового двигателя при вращении световода. Для их определения рассмотрим рис.5.
Рис. 5 – Величины проекций при вращении световода относительно оси патрона против часовой стрелки (положительное направление)
На каждом следующем шаге шагового двигателя оси вращения Е будем получать приращения обусловленные биением L:

где координаты
 определяются из геометрии перемещения (рис. 5):
определяются из геометрии перемещения (рис. 5):

Графический вид изменения приращений
 для каждого i шага при повороте против часовой стрелки (дробность шага по Е =4) при биении 50 мкм представлен на рис.6.
для каждого i шага при повороте против часовой стрелки (дробность шага по Е =4) при биении 50 мкм представлен на рис.6.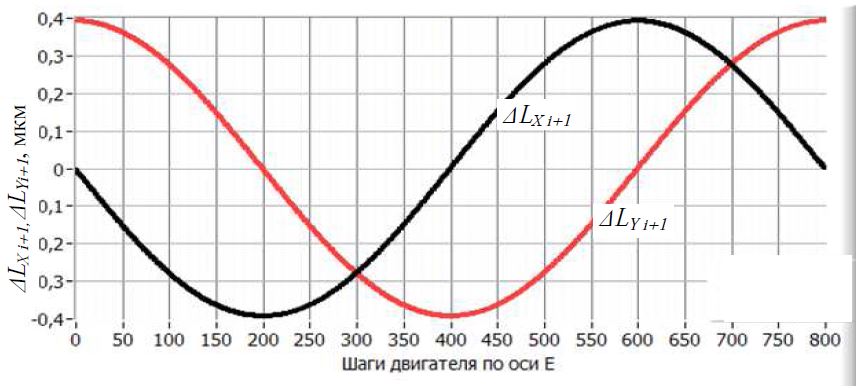
Рис. 6 – Изменение величин проекций (смещений) на каждый шаг двигателя по осям X и Y обусловленных биением при вращении световода на 360 градусов против часовой стрелки (дробность шага по Е =4) при биении 50 мкм.
При отсутствии компенсации численное интегрирование при соответствующих начальных условиях для выражений
даст текущую проекцию на оси рис.7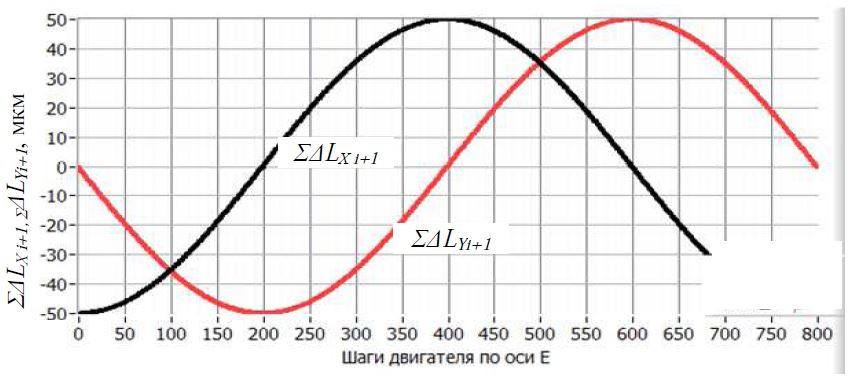
Рис. 7 – Текущие проекции смещений на каждый шаг двигателя по осям X и Y обусловленные биением при вращении световода на 360 градусов против часовой стрелки (дробность шага по Е =4) при биении L=50 мкм.
В процессе вращения, при накоплении величины биения больше чем величина управляющего воздействия должна проходить его компенсация. Это отражает следующее условие:

где
 — величина линейного перемещения по оси X за один шаг двигателя:
— величина линейного перемещения по оси X за один шаг двигателя: — величина линейного перемещения по оси Y за один шаг двигателя.
— величина линейного перемещения по оси Y за один шаг двигателя.Условие (4) может быть видоизменено для получения меньшей погрешности при компенсации биения.
При наличии компенсирующих импульсов суммарные смещения
 ,
,  уменьшаются – рис.8.
уменьшаются – рис.8.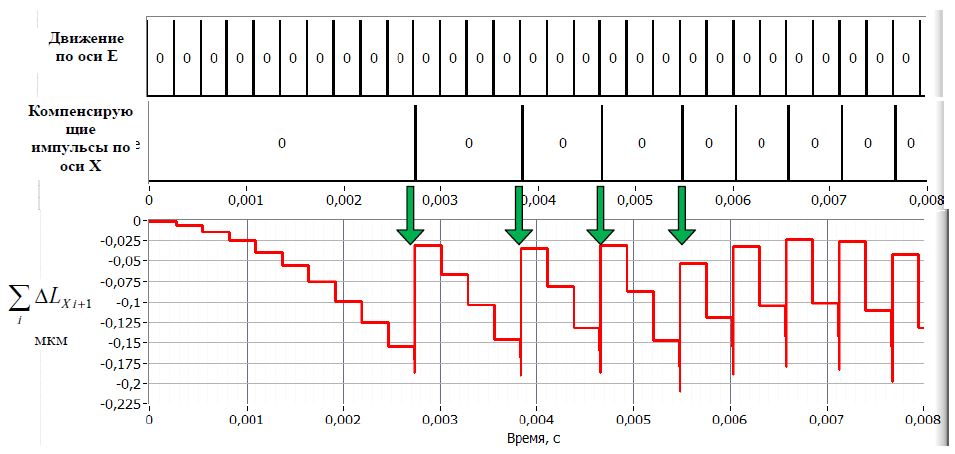
Рис. 8 – Изменение величины смещений
по оси X в процессе вращения по оси E при компенсации биения. Биение L=50 мкм, начальный угол  =0.
=0.3.4 Оценка эффективности
Общая картина процесса компенсации биения величиной L=50 мкм при повороте на
 с предлагаемым принципом представлена на рис. 9.
с предлагаемым принципом представлена на рис. 9.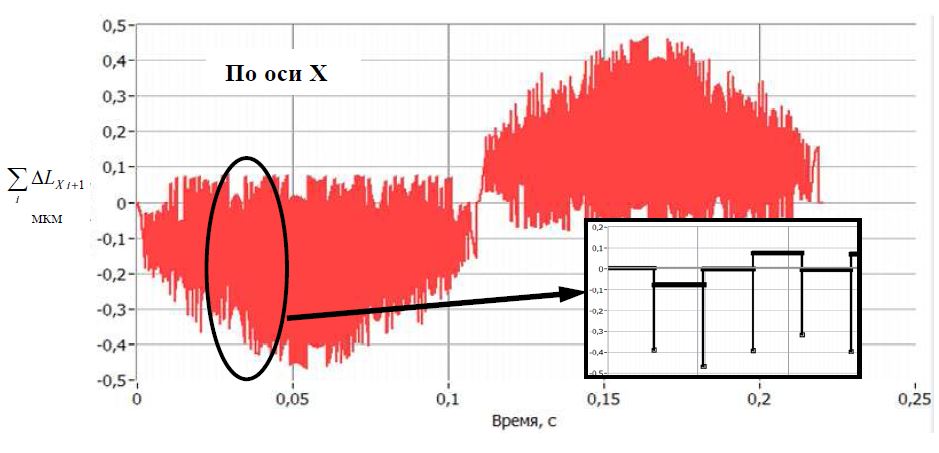
a)
б)
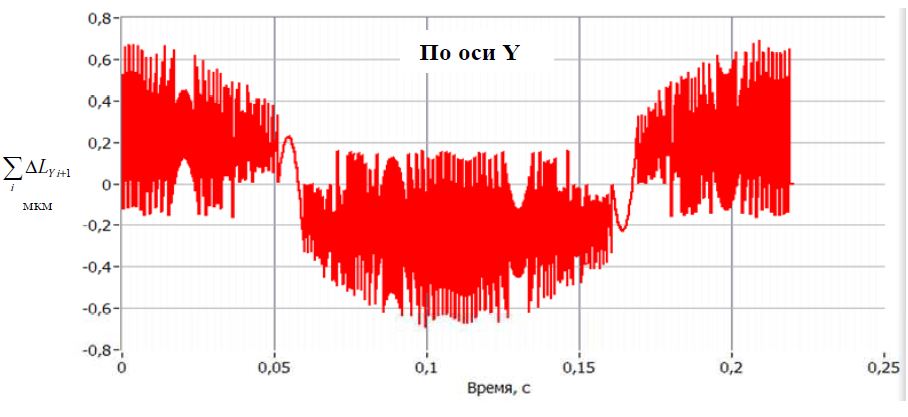
Рис. 9 – Величины смещений по осям при компенсации биения L=50 мкм за один оборот световода: a) для оси Х, б) для оси Y
Эффективность компенсации биения предлагается оценивать коэффициентом равным отношением максимального смещения по оси в процессе компенсации к величине биения табл.2.
Табл. 2 – Эффективность компенсации биения
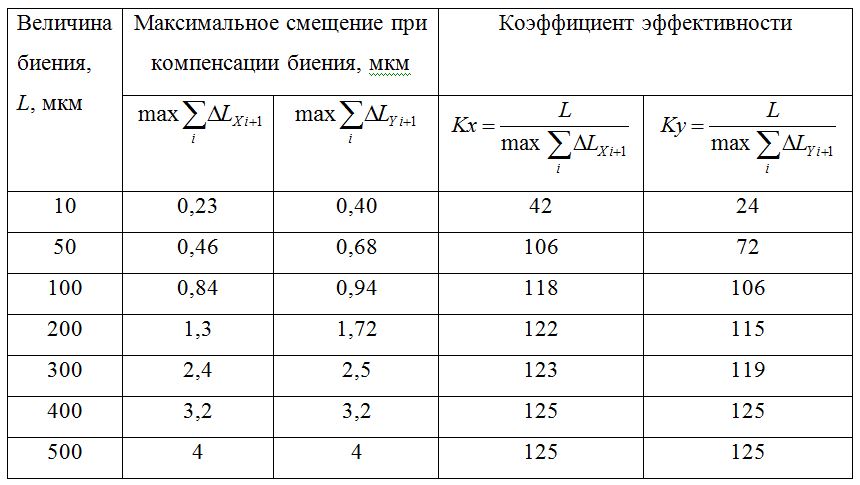
Расчётные максимальные величины смещений
,для представленных величин биений и практическая работа установки с предлагаемым принципом компенсации биения показала возможность нанесения рельефа на световод при помощи лазерного излучения с достаточной для практического применения точностью. Следует отметить, что при обработке световода лазерным излучением с компенсацией биения время одного оборота световода относительно своей оси будет зависеть от величины биения и меняться для каждой обработки. К примеру, при биении 50 мкм время одного полного поворота:
— без компенсации биения: 400 мс;
— с компенсацией биения: 560 мс.
Данный факт требуется учесть при настройке мощности лазерного излучения.
Раздел 4. Определение величины биения
Для реализации представленного принципа компенсации биения требуется знать его величину– L. Определять величину биения предлагается системой видеонаблюдения (видеокамера 1 по рис.1). На рис. 10. схематично представлена видеоформа с видеокамеры.
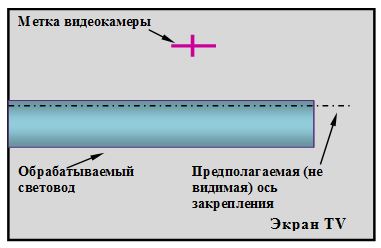
Рис. 10 – Произвольное расположение закреплённого световода на экране монитора
Для определения величины биения необходимо выполнить в указанном порядке следующие шаги:
- произвести вращение световода (ось Е) до максимального приближения к метке на экране (рис. 11а);
- переместить световод по координатам оси Х до совмещения его с меткой (рис. 11б);
- осуществить поворот световода на
 (рис. 11в);
(рис. 11в); - осуществить перемещение волокна по координатам оси Х до совмещения с меткой с запоминанием пройденного расстояния R (подсчёт количества импульсов движения шагового двигателя) рис. 11г;
- рассчитать величину биения L=R/2.
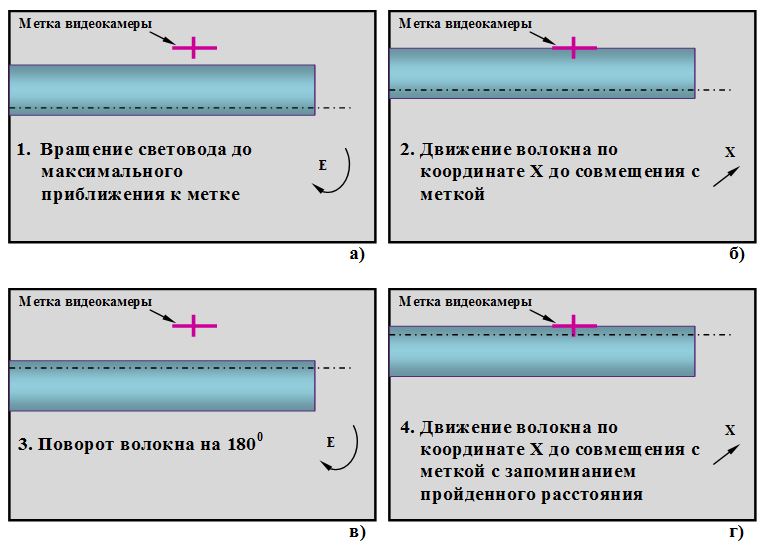
Рис. 11 – Этапы определения величины биения световода
Раздел 5. Заключение
Предлагаемый принцип компенсации биения реализован на программной платформе National Instruments LabVIEW, прошёл апробацию, внедрён и показал эффективность своей работы (рис. 12).
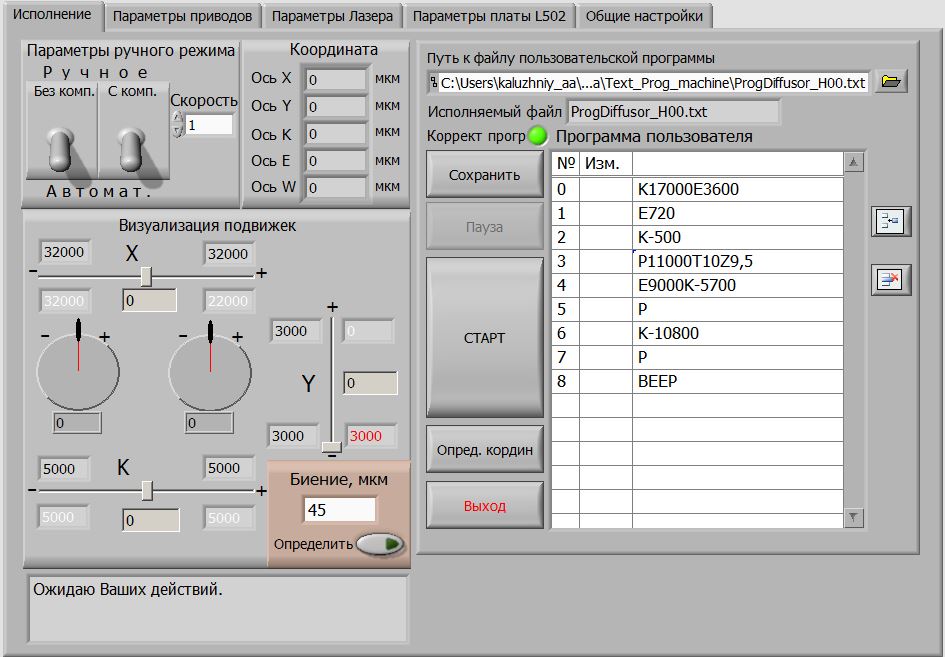
Рис. 12 – Лицевая панель программы











